Inspection and Repair
Inspection and RepairCylinder Head and Camshaft Case
Cylinder Head and Camshaft Case 
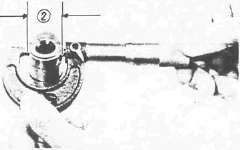
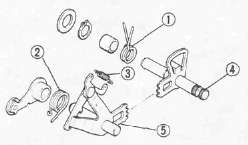
1. Remove
• Lifters 1
• Valve pads 2
NOTE:
Identify each lifter and pad position very carefully so that it can be reinstalled in its original place.
2. Measure the warpage using a precision straight edge or surface plate and feeler gauges. Resurface if warpage exceeds allowable limit.
Cylinder Head Warpage: Less than 0.03 mm (0.0012 in)

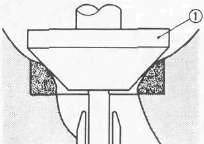
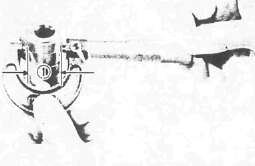
3. Remove the camshaft case 1

4. Remove:
• Camshaft case gasket 1
• Dowels 2
• Cylinder head nuts
• Plain washers

5. Attach:
• Valve Spring Compressor (90890-04019) 1
• Attachment (90890-04108) 2

6. Remove:
• Valve retainers 1
• Valve spring seat 2
• Valve spring 3
• Oil seal 4
• Valve spring seat 5
• Valve 6
NOTE:
Deburr any deformed valve stem end. Use an oil stone to smooth the stem end.
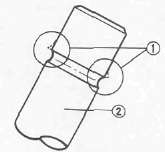
1 Deburr 2 Valve stem
7. Eliminate:
• Carbon deposit (from combustion chamber) Use rounded scraper.
NOTE:
Do not use a sharp instrument and avoid damaging or scratching:
• Spark plug threads
• Valve seat
• Aluminum
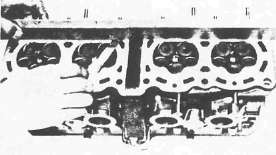
8. Install:
• Valves
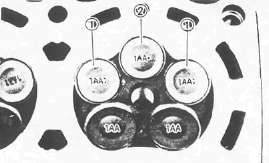
NOTE:
Be sure the "1AA : " mark 1 valves are for intake left and right and "1AA •" mark 2 for intake center.
9. Install the valve springs

NOTE:
• All valve springs must be installed with the larger pitch 1 upward as shown.
• Be sure the "Blue" spring is for intake and "Red" for exhaust.
2 Smaller pitch

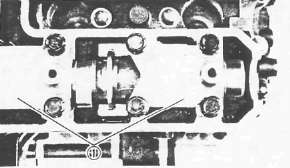
10. Install:
• Dowels 1
• Camshaft case gasket 2
NOTE:
Be sure the "UP" mark face to upward.
• Plain washers 3
• Cylinder head nuts 4

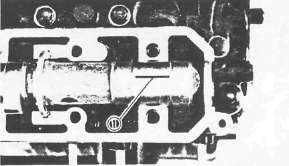
11. Install the camshaft case 1. Torque the camshaft case bolts to 10 Nm (1.0m-kg, 7.2ft-ft)
Valves, Guides, Seats and Springs
Valves, Guides, Seats and Springs1. Measure the valve stem clearance


Use a bore gauge 3 to determine the valve guide inside diameter.
Valve Guide Inside Diameter Limit: 5.05 mm (0.199 in)
2. Measure the valve stem diameter with a micrometer. Replace guide if clearance exceeds specification.
Valve stem clearance = Valve guide inside diameter 1 minus Valve stem diameter 2
Valve Stem Clearance Limit:
Intake 0.08 mm (0.003 in)
Exhaust 0,10 mm (0.004 in)
3. Examine the valve face for pitting or wear and regrind as necessary. Measure the valve face as indicated below and replace if valve cannot be brought back to specification.

Minimum Thickness (Service limit) 1 : 0.7 mm (0.028 in)
Beveled 2 : 0.35 mm (0.014 in)
Minimum Length (Service limit) 3 :14.5 mm (0.6 in)
4. Check:
• Valve stem end Mushroom shape and/or diameter. Replace if larger than rest or stem.
• Runout. Replace if it exceeds specification.
Maximum Valve Stem Runout: 0.01 mm (0.0004 in)
5. Inspect the valve guide for signs of wear and/or oil leakage. Replace if excessive.
NOTE:
Heat the
cylinder head in an oven to 100°C (212°F) to ease valve guide removal
and reinstallation and to maintain correct interference fit.

Valve Guide Replacement
1. Remove the valve guide. Use Valve Guide remover 1 (90890-04097)
NOTE
• Always replace valve guide if valve is replaced.
• Always replace oil seal if valve is removed.

2. Install the new valve guide with Valve Guide Installer 1 (90890-04098) and Valve Guide Remover (90890-04097).

3. Bore valve guide 1 to obtain proper valve stem clearance. Use 5 .0 mm (0.20 in) Reamer 2 (YM-04099).
Valve Seat
1. Inspect the valve seat for pitting/wear. Cut new faces as required.

2. Measure the valve seat width 1. Follow the next steps if out of specification.
|
|
Standard width |
Wear limit |
|
Valve seat width |
1.0 ± 0.1 mm (0.040 ± 0.004 in) |
1.8 mm (0.070 in) |
3. Apply:
• Mechanic's bluing dye (Dykem) (to valve and seat)
• Fine grinding compound (Small amount) (to valve face surface)
4. Position the valve into the cylinder head.
CAUTION:
Do not allow any compound to contact the valve stem or guide. Flush thoroughly as required.

5. Spin it rapidly back and forth, then lift valve and clean off all grinding compound.
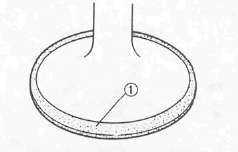
6. Inspect the valve seat surface. Wherever valve seat and valve face made contact, blueing will have been removed.

7. Measure:
• Valve seat width 1
• Contacting position 2
Recut if out of specification.
Width 1 : 1.0 ± 0.1 mm (0.040 ± 0.004 in)
Position 2 : 0.3 mm (0.012 in)
8. Cut valve seat.
NOTE:
Cut valve seat using valve seat cutter 1 if valve seat width exceeds limit or if valve seat is pitted or worn.
CAUTION:
When twisting cutter, keep an even downward pressure to prevent chatter marks.
Valve seat recutting steps are necessary if:
• Valve seat is uniform around perimeter of valve face but too wide or too narrow or not desired position on valve face.
|
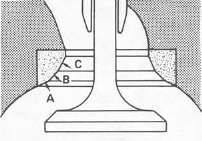
Cut valve seat as follows: |
|
|
Section A |
20° Cutter |
|
Section B |
45° Cutter |
|
Section C |
60° Cutter |

|
• Valve face indicates that valve seat is in desired position 1 but too wide |
||
|
Valve seat cutter set |
Desired result |
|
|
Use |
20° Cutter 6 0° Cutter |
to reduce valve seat width. |

|
• Valve seat is desired position 2 but too narrow |
||
|
Valve seat cutter set |
Desired result |
|
|
Use |
45° Cutter |
to achieve a uniform valve seat width (Standard specifications). |
|
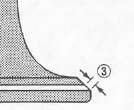
• Valve seat is too narrow and touching the valve margin 3. |
||
|
Valve seat cutter set |
Desired result |
|
|
Use |
20° Cutter, first 45 ° Cutter |
to obtain correct seat width. |

|
• Valve seat is too narrow and touching the bottom edge of the valve face 4. |
||
|
Valve seat cutter set |
Desired result |
|
|
Use |
60° Cutter, first 45 ° Cutter |
to obtain correct seat width. |
NOTE:
Lap valve/valve seat assembly if:
•Valve face/valve seat are used or severely worn.
•Valve and valve guide has been replaced.
•Valve seat has been cut.
Valve/Valve Seat Assembly Lapping
1. Apply coarse lapping compound (Small amount!) to valve face.
2. Position the valve (in cylinder head)

3. Rotate the valve. Turn until valve and valve seat are evenly polished, then clean off compound.
4. Repeat above steps with fine compound and continue lapping until valve face shows a completely smooth surface uniformly.
5. Eliminate all compound from valve face.
6. Apply mechanic's bluing dye (Dykem) 1 to valve face and seat.
7. Rotate the valve. Valve must make full seat contact indicated by grey surface all around valve face where bluing was removed.
8. Apply solvent into each intake and exhaust port. If solvent leaks past valve seat, relap until seal is complete.
NOTE:
Pour solvent into intake and exhaust ports only after completion of all valve work and assembly of head parts.
Re-lapping steps:
• Disassemble head parts.
• Repeat lapping steps using fine lapping compound.
• Clean all parts thoroughly.
• Reassemble and check for leakage again using solvent.
• Repeat steps as often as necessary to effect a satisfactory seal.

Valve Spring Measurement
Measure the valve spring free length. Replace if out of specification.
Valve Spring Free Length (Limit):
|
lntake Spring |
Exhaust Spring |
|
|
37.76 mm (1.487 in) |
37.96 mm (1.495 in) |
|

2. Measure:
• Installed length 1
• Valve spring installed force 2
Replace if out of specification.
Valve Spring Installed Force:
|
Intake Spring |
Exhaust Spring |
||
|
1 |
2 |
1 |
2 |
|
35.0 mm |
7.3-8.7 kg |
35.0 mm |
11.0-13.0 kg |
Camshafts, Chain and Sprockets
Camshafts, Chain and SprocketsCAMSHAFT, CAM CHAIN, AND CAM SPROCKET

Camshaft
1. Measure:
• Large cam lobe length 1
• Small cam lobe length 2
Use a micrometer. Replace if out of specification.
|
|
Intake [Limit] |
Exhaust [Limit] |
|
1 |
32.45 mm (1.2776 in) |
32.30 mm (1.2727 in) |
|
2 |
24.85 mm (0.9783 in) |
24.85 mm (0.9783 in) |
Camshaft/Cap Clearance Measurement
1. Install:
• Intake camshaft
• Exhaust camshaft
2. Position a strip of Plastigage® (YU-33210) 1 onto camshaft.
3. Install the camshaft caps 1
4. Tighten the camshaft cap bolts
Camshaft Cap Bolts: 10 Nm (1.0mkg, 7.2ft-lb)
NOTE:
Do not turn the camshaft when measuring clearance with Plastigage.
5. Remove the camshaft caps

6. Measure the width of Plastigage® 1
Out of specification -> Follow step 7 .
Camshaft-to-cap Clearance: 0.050 - 0.084 mm (0.0020- 0.0033 in)
7. Measure the camshaft bearing surface diameter 1. Use a micrometer.
Out of specification -> Replace camshaft.
Within specification -> Replace cylinder head.
Camshaft Bearing Surface Diameter:
Standard: 24.437~24.450mm (0.9621-0.9626 in)
Cam Cap Inside Diameter: Standard: 2 4 .500-24.521 mm (0.9646-0.9654 in)
Cam Chain Tensioner
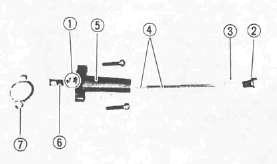
1 One way cam
2 End plug
3 Washer
4 Spring
5 Tensioner body
6 Tensioner rod
7 Gasket
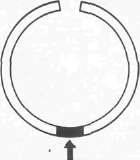
1. Check the one-way cam operation. Replace if operation is not smooth.
2. Inspect: all parts for damage and wear. Replace as necessary.
Cam Chain
1. Inspect:
• Cam chain
Chain stretch/Cracks-> Replace
Cam Sprockets
1. Inspect the cam sprockets for wear/damage. Replace worn sprockets.

Chain Guide
1. Inspect:
• Upper chain guide 1
• Exhaust side chain guide 2
• Intake side chain guide 3
Replace worn parts.
Cylinders, Pistons and Rings
Cylinders, Pistons and RingsCYLINDER
1. Inspect the cylinder walls for vertical scratches and Rebore or Replace cylinder as required.

2. Measure the cylinder inside diameter.
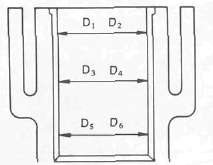
NOTE:
Obtain measurements at three depths by placing measuring instrument parallel to and at right angles to crankshaft.
Out of specification -> Rebore cylinder, and replace piston and piston rings.
|
|
Standard |
Wear Limit |
|
Cylinder bore: C |
68.000-68.005 mm |
68.1 mm |
|
Cylinder taper: T |
0 |
0.05 mm |
C= Maximum D
T= Maximum of D1or D2 minus Minimum of D5 or D6
PISTON, PISTON RING, AND PISTON PIN

Piston 1 . Measure the piston skirt diameter "P" 2
NOTE:
Measure the piston skirt diameter where the distance 1 is 5.0 mm (0.197 in) from the piston bottom edge.
|
|
Piston Size P |
|
Standard |
68.00 mm |
|
Oversize 2 |
68.50 mm |
|
Oversize 4 |
69.00 mm |
2. Measure the piston clearance
Piston Clearance = Cylinder inside diameter "C" minus Piston skirt diameter "P"
Out of specification -> Rebore cylinder, and replace piston and piston rings.
Piston Clearance: 0.06 - 0.08 mm (0.0024 - 0.0031 in)

Piston Ring 1 .
Measure ring side clearance. Use a feeler gauge.
Out of specification -> Replace piston.
NOTE:
Clean carbon from piston ring grooves and rings before measuring side clearance.
|
|
Piston Ring Side Clearance (Limit): |
|
|
Top Ring |
0.15 mm (0.006 in) |
|
|
2nd Ring |
0.15 mm (0.006 in) |
|
2. Position the piston ring in cylinder.
NOTE:
Insert a ring into cylinder, and push it approximately 2 0 mm (0.8 in) into cylinder. Push ring with piston crown so that ring will be at a right angle to cylinder bore.

3. Measure the ring end gap. Replace if out of specification.
NOTE:
You cannot measure end gap on expander spacer of oil control ring. If oil control ring rails show excessive gap, replace all three rings.
|
|
End Gap Limit (Installed): |
|
Top Ring |
1.0 mm (0.040 in) |
|
2nd Ring |
1.0 mm (0.040 in) |
|
Oil Ring |
1.5 mm (0.060 in) |
Piston Ring Oversize
•Top and 2 nd piston ring Oversize top and middle ring sizes are stamped on top of ring.
|
Oversize 2 |
0.50 mm (0.0197 in) |
|
Oversize 4 |
1.00 mm (0.0394 in) |
• Oil control ring Expander spacer of bottom ring (oil control ring) is color-coded to identify sizes.
|
Size |
Color |
|
Oversize 2 |
Red |
|
Oversize 4 |
Yellow |
Piston Pin
1. Lubricate piston pin (Lightly)

2. Install:
• Piston pin 1 into small end of connecting rod 2.
3. Check for free play
Free play -> Inspect connecting rod for wear.
Wear -> Replace connecting rod and piston pin.

4. Position the piston pin 1 into piston.
5. Check for free play in piston.
Free play -> Replace piston pin and/or piston.
Crankshaft and Connecting Rods
Crankshaft and Connecting RodsCRANKSHAFT AND CONNECTING ROD

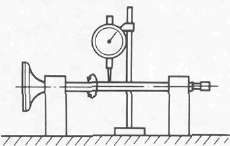
Crankshaft Runout
1. Place both ends of crankshaft on V-blocks.
2. Rotate Crankshaft
3. Measure the crankshaft runout at main journal bearings. Use a Dial Gauge (90890-03097).
Maximum Crankshaft Runout: 0.03 mm (0.0012 in)
Connecting Rod Bearings
1 . Inspect bearings for Burns/Flaking/Roughness/Scratches. Replace as necessary.
Connecting Rod Bearing Clearance
1. Clean all parts thoroughly.

2. Install connecting rod bearings 1 into connecting rod and cap.
3. Attach Plastigage® 2 onto crankpin.
4. Position:
• Connecting rod 3 onto crankshaft.
• Connecting rod cap 4

NOTE:
• Be sure the "Y" marks 1 on the connecting rods face toward left crankshaft end.
• Be sure the letters on both components align to form a perfect character.
5. Apply:
Molybdenum disulfide grease (to bolt threads)
Torque both ends of rod cap evenly.
NOTE:
Do not move connecting rod until a clearance measurement has been completed.

CAUTION:
Tighten to full torque specification without pausing. Apply continuous torque between 2.0 and 3.6 m-kg. Once you reach 2.0 m-kg DO NOT STOP TIGHTENING until final torque is reached. If tightening is interrupted between 2.0 and 3.6 m-kg, loosen nut to less than 2.0 m-kg and start again.
Connecting Rod Cap: 3 6 Nm (3.6 m-kg, 26 ft-lb)
6. Remove connecting rod cap carefully.

7. Measure Plastigage® width 1 . Replace connecting rod bearing if clearance is excessive.
Connecting Rod Bearing Clearance: 0.032 ~ 0.056 mm (0.0013- 0.0022 in)
Crankshaft Main Bearing Clearance Measurement
1. Clean all parts.
2. Position upper crankcase half. Place on a bench in an upside down position.
3. Install:
• Bearings into the upper crankcase
• Crankshaft
4. Attach Plastigage® (YU-33210) 1 onto the crankshaft journal surface.
NOTE:
Do not move crankshaft until clearance measurement has been completed
5. Install:
• Bearings into lower crankcase
• Lower crankcase
6. Tighten bolts

CAUTION:
Tighten to full torque in torque sequence cast on the crankcase.
9 mm (0.36 in) Bolt: 3 6 Nm (3.6m-kg, 2 5 fMb)
7. Remove bolts in reverse assembly order. carefully remove lower crankcase.

8. Measure Plastigage® width 1
Out of specification -> Replace bearings. Replace crankshaft if necessary.
Main Bearing Oil Clearance: 0.020 - 0.044 mm (0.0008-0.0017 in)
Crankshaft Main and Connecting Rod Bearing Selection

• Numbers used to indicate crankshaft journal sizes are stamped on the LH crankweb. The first five are main bearing journal numbers, starting with the left journal. The four rod bearing journal numbers follow in the same sequence.

• The upper crankcase half is numbered J1, J2, J3, J4, and J5 on the rear right boss as shown.
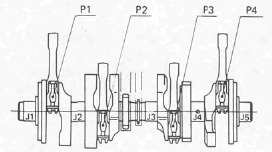
•The connecting rods are numbered 4 or 5 .
The numbers are stamped in ink on the rod cap 1.
|
Bearing Color Code |
|
|
No. 1 |
Blue |
|
No. 2 |
Black |
|
No. 3 |
Brown |
|
No. 4 |
Green |
|
No. 5 |
Yellow |
* No. 5 applies only to the crankshaft main bearing selection.
Example, Selection of the crankshaft main bearing:
If the crankcase J1 and crankshaft J1 sizes are No. 4 and No. 1 , respectively, the bearing size No. is:
Bearing size No. = Crankcase No. minus Crankshaft No.
= 4 -1 = 3 (Brown)
Example 2 , Selection of the connecting rod bearing:
If the connecting rod P1 and crankshaft P1 sizes are No. 4 and No. 1 , respectively, the bearing size No. is:
Bearing size No. = Connecting rod No. minus- Crankshaft No.
= 4 -1 = 3 (Brown)
Oil Pump, Primary Drive and Starter Drive
Oil Pump, Primary Drive and Starter DriveOIL PUMP

1. Remove:
•Screw
• Pump cover 1
• Pump shaft 2
• Pin 3
• Inner rotor 4
• Outer rotor 5
• Spring 6
• Relief valve 7
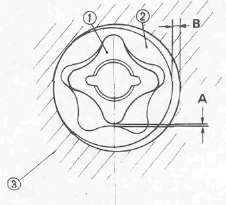
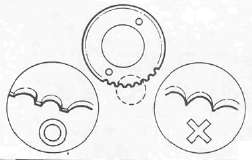
2. Measure:
•Clearance "A" (between inner rotor 1 and outer rotor 2
• Clearance "B" (between outer rotor 2 and pump housing 3 )
Out of specification -> Replace oil pump.
|
|
Oil Pump Clearance: |
Clearance A |
0.03 ~ 0.09 mm (0.0012- 0.0035 in) |
Clearance B |
0.03 ~ 0.08 mm (0.0012- 0.0031 in) |
PRIMARY DRIVE
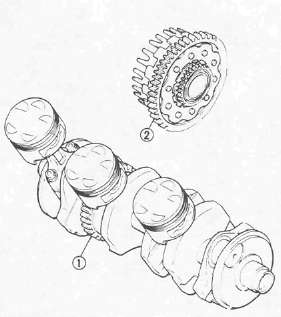
1. Inspect:
• Primary drive gear 1
• Primary driven gear2
Wear/Damage -> Replace both gears,
Excessive noises during operation-► Replace both gears.
|
Primary Reduction Ratio: |
No. of teeth |
Ratio |
Drive |
Driven |
58 |
97 |
1.672 |
STARTER DRIVE

Electric Starter Clutch
1. Check:
• Roller 1 operation
• Spring 2 operation
• Spring cap 3 operation
Unsmooth operation -> Replace one-way clutch.
2. Inspect:
• Surface 4 of the idle gear
Pitting/Wear/Damage -> Replace.

Starter Clutch Shaft (A.C.G. shaft)
1. Check:
• Shaft 1
• Oil seal 2
Wear/Damage — Replace.
• Bearing 3
Unsmooth operation - Replace.
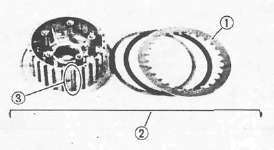
Clutch
ClutchCLUTCH

1. Inspect:
• Clutch housing dogs 1
Cracks/Pitting (edges): Moderate -> Deburr.
Severe -> Replace clutch housing.
2. Inspect
• Clutch housing bearing 2
• Spacer 3
Damage -> Replace.
NOTE:
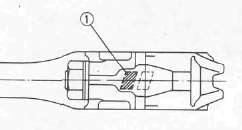
The clutch boss contains a built-in damper beneath the first clutch friction plate (clutch plate 1). It is not necessary to remove the wire circlip 2 and disassemble the built-in damper unless there is serious clutch chattering.
3. Inspect the clutch boss spline 3 for pitting:
Moderate -» Deburr.
Severe -> Replace.

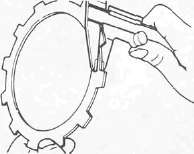
4. Place clutch plate on surface plane. For each plate:
Use feeler gauge 1 to measure maximum warpage from surface. Measure Friction plate thickness
Out of specification -> Replace clutch or friction plate as a set.
|
|
Standard |
Wear Limit |
|
Friction Plate Thickness |
3.0 mm (0.12 in) |
2.8 mm (0.11 in) |
|
Clutch Plate Warp Limit |
0 |
0.05 mm 0.0020 in) |

5. Inspect:
• Pressure plate
• Plate washer 1
•Thrust bearing 2
• Pull rod 3
Damage -> Replace.

6. Measure each clutch spring free length
If any are out of specification -> Replace springs as a set.
Clutch Spring Minimum Free Length 1 : 49.0 mm (1.93 in)
Transmission
TransmissionTRANSMISSION

1. Inspect:
• Shift fork cam follower 1
• Shift fork pawl 2
• Guide bar 3
Scoring/Bends/Wear-> Replace.

2. Inspect:
• Shift cam groove
• Shift cam dowel and side plate 1
• Shift cam stopper plate 2
• Neutral point 3
Wear/Damage -> Replace.

3. Measure the transmission shaft runout. Use a centering device and dial gauge. Replace shaft if bent.
Maximum Runout: 0.08 mm (0.0031 in)

4. Inspect the gear teeth 1 for: Blue discoloration/Pitting/Wear. Inspect the mated dogs 2 for Rounded edges/Cracks/Missing portions. Replace as necessary.
Note:
Minor rounding of the dogs can be corrected by undercutting. See the article on "Repairing second gear" elsewhere on this site.

5. Check:
• Proper gear engagement (Each gear to its counter part). Incorrect-> Reassemble.
• Gear and bearing movement. Roughness-> Replace.
SHIFTER
1. Inspect:
• Shift return spring 1
• Stopper lever spring 2
• Shift lever spring 3
Damage -> Replace.
• Shift shaft 4
• Shift lever 5
Damage/Bends/Wear -> Replace.
CRANKCASE
1. Inspect:
• Case halves
• Bearing seat
• Fitting
Damage -> Replace.
BEARINGS AND OIL SEALS
1. Inspect each bearing. Clean and lubricate, then rotate inner race with finger.
Roughness -> Replace bearing (see Removal).
2. Inspect all oil seals. Replace any damaged or worn seals.
CIRCLIPS AND WASHERS
1. Inspect:
• Circlips
• Washers
Damage/Looseness/Bends -> Replace.